



|

|
(#76)
|
|
Got brushless?
Offline
Posts: 592
Join Date: Aug 2008
Location: Sierra Vista, Arizona
|
02.27.2010, 12:49 AM
PICTURES!!!
And don't mind the welds on the one that is already welded together, I still have ALOT of finish work to do, and I had to do a bunch of smaller tack welds because my attempt at a bead made a globby mess (I think I had my voltage and wire speed up too high for small stuff like this, and it's welded using MIG. When I weld the others I will lower the settings alot and see how they turn out with legitimate weld beads). Anyway, all the parts came out great, the CNC plasma cutter is amazing. Very little slag, only a couple of the motor plates had real stuck on slag, everything else just came right off with the wire wheel. I still have to drill holes in everything though, if I left the holes in the CAD drawing for the CNC plasma cutter to cut out, it would have made them way too big since they have like a 1/12'' cutting width.         
Proud Member & Online Recruiter for Team Terribles! Mugen MBX5-T - Rc-bearings.com 
|
   |

|
|
|
|
|
(#77)
|
|
roofles.
Offline
Posts: 1,982
Join Date: Oct 2008
Location: Woodland Hills, CA
|
02.27.2010, 12:51 AM
 What's the weight on that fatty? |
|
|
|
|
|
|
|
(#78)
|
|
Got brushless?
Offline
Posts: 592
Join Date: Aug 2008
Location: Sierra Vista, Arizona
|
02.27.2010, 12:56 AM
It weighs 6.75 ounces (192 grams). Not too bad considering it's 3/16'' (4.5mm) steel. Possibly overkill, but I didn't want it to bend.

Proud Member & Online Recruiter for Team Terribles! Mugen MBX5-T - Rc-bearings.com
|
|
|
|
|
|
|
|
(#79)
|
|
roofles.
Offline
Posts: 1,982
Join Date: Oct 2008
Location: Woodland Hills, CA
|
02.27.2010, 12:57 AM
I'm dumb, but what's those spikes things for?
also guessing, those "shinier" spots are sanded down? Why not sand very lightly and get a nice shiny finish? Probably something else.. |
|
|
|
|
|
|
|
(#80)
|
|
Got brushless?
Offline
Posts: 592
Join Date: Aug 2008
Location: Sierra Vista, Arizona
|
02.27.2010, 01:34 AM
The "spikes" were actually supposed to be heatsink fins, since steel holds heat better than aluminum does. Seemed like a good idea at the time, but hey, they still look cool.
Proud Member & Online Recruiter for Team Terribles! Mugen MBX5-T - Rc-bearings.com
|
|
|
|
|
|
|
|
(#81)
|
|
working on a brushless for my wheelchair.....
Offline
Posts: 4,890
Join Date: Mar 2007
Location: minnesnowta
|
02.27.2010, 01:55 AM
Mmmmm.... Beefy!
It's "Dr. _paralyzed_" actually. Not like with a PhD, but Doctor like in Dr. Pepper. |
|
|
|
|
|
|
|
(#82)
|
|
Got brushless?
Offline
Posts: 592
Join Date: Aug 2008
Location: Sierra Vista, Arizona
|
03.01.2010, 12:27 PM
New Pictures!!!
Ground down the welds so they look nice, I still have a few more tack welds I need to do on this mount though, then I will grind down the new tack welds and get it ready for paint. I will also be welding the other motor mounts today. Anyway, here's the good part, pictures!      
Proud Member & Online Recruiter for Team Terribles! Mugen MBX5-T - Rc-bearings.com
|
|
|
|
|
|
|
|
(#83)
|
|
Got brushless?
Offline
Posts: 592
Join Date: Aug 2008
Location: Sierra Vista, Arizona
|
03.04.2010, 01:39 AM
THE MOTOR MOUNT HAS BEEN INSTALLED!
 Pictures of the final product (minus paint), let me know what you think of it.  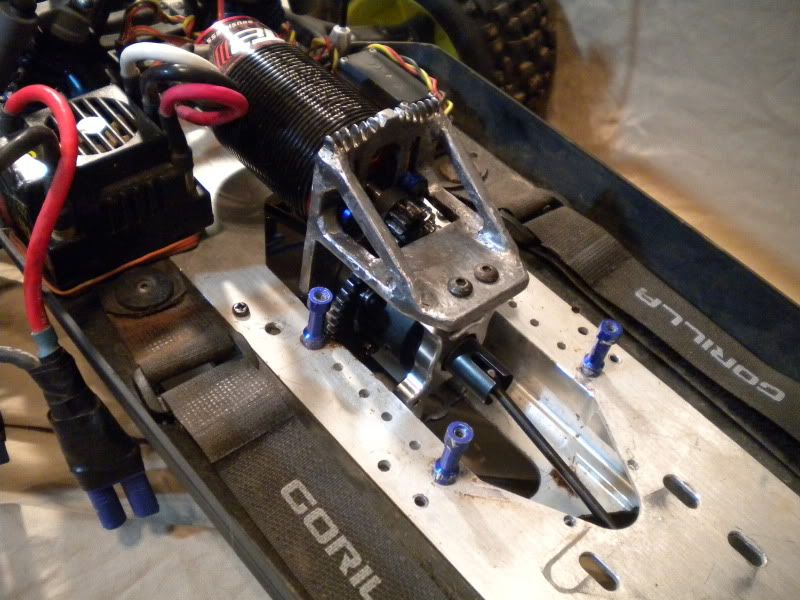  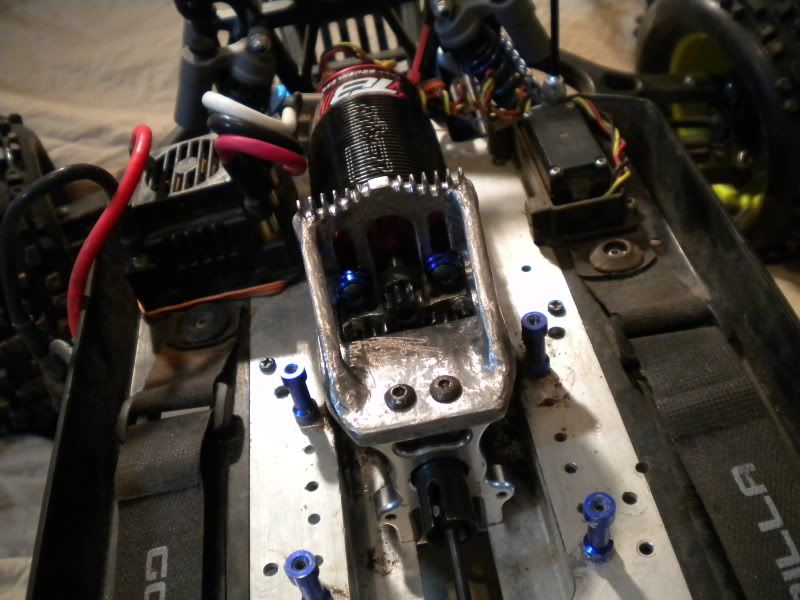   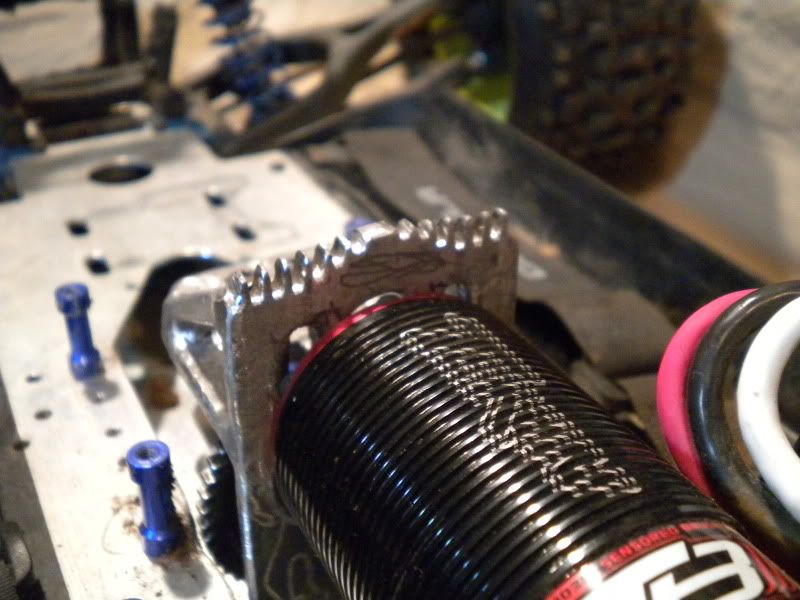
Proud Member & Online Recruiter for Team Terribles! Mugen MBX5-T - Rc-bearings.com
|
|
|
|
|
|
|
|
(#84)
|
|
Old Skool
Offline
Posts: 7,494
Join Date: Feb 2007
Location: Devon, England
|
03.04.2010, 01:52 PM
I didnt like it at first, but now its 99% there it actually looks rather smashing
What I would do is grab some of those tiny mini hand files and give it another going over, straighten up some edges and corners etc, then polish & clear coat it; too nice to cover in paint. I think a solid one-piece version of this machined from a block of alloy ( a la UE mono-block ) would be even more awesome 
|
|
|
|
|
|
|
|
(#85)
|
|
RC-Monster Brushless
Offline
Posts: 2,436
Join Date: Nov 2005
Location: Edmonds WA
|
03.04.2010, 02:36 PM
I agree with Neil. How come you didn't try to make it out of AL? You can Plasma cut it, and you can MIG weld it.....
Just curious if you noticed if the holes were any harder to drill? Plasma cutting tends to harden the material - but since you then welded it afterwards, that may have reversed that process... 
|
|
|
|
|
|
|
|
(#86)
|
|
Destroyer of Tires
Offline
Posts: 626
Join Date: Feb 2009
|
03.04.2010, 06:41 PM
I like it. Its not as "finished" of a piece like you'd get from milling it out of a solid chunk of AL. But thats part of the beauty of it, function over form and making do with what you got on hand.
It would be interesting to see this mount done in AL, both monoblock style, and welded up in a similar fashion to what you did. But if you don't have a spool gun for your MIG thats not possible. Although with a few more screws for the bracing, this mount could be made with no welding whatsoever. Either way, I like the enginuity and the final product. Especially the bracing. |
|
|
|
|
|
|
|
(#87)
|
|
roofles.
Offline
Posts: 1,982
Join Date: Oct 2008
Location: Woodland Hills, CA
|
03.04.2010, 07:03 PM
I believe he didn't use AL or anything else because he can get the hot-rolled steel quicker, and a more.....supply at once.
Don't want to give anything away incase he doesn't want me to. |
|
|
|
|
|
|
|
(#88)
|
|
|
RC-Monster Brushless
Offline
Posts: 2,436
Join Date: Nov 2005
Location: Edmonds WA
|
03.04.2010, 11:58 PM
Quote:
|
|
|
|
|

|
|
|
|
(#89)
|
|
Destroyer of Tires
Offline
Posts: 626
Join Date: Feb 2009
|
03.05.2010, 11:17 AM
Hmm, I just assumed the spool gun was for a different reason, tips, contaminating the chord, etc. While I like learning new stuff especially techniques like that, you suck, cause now I'm going to have to try it out and do projects I was putting off! Lol
|
|
|
|
|
|
|
|
(#90)
|
|
Check out my huge box!
Offline
Posts: 11,935
Join Date: Aug 2007
Location: Slidell, LA
|
03.05.2010, 11:57 AM
When welding material that thick with a mig (or pretty much any welding device) you will need to "V" the ends of the material where you want to weld. That way the weld penetrates the material properly. A bench grinder would do fine, just grind an angle on the piece, and weld in the V that you get when the place the ground piece against the flat piece. Looking at your welds the welder seem to be set about right for voltage, maybe lower the wire speed slightly.
Otherwise i like the result, not going to bend easily. Get good with the welds and you will not have to grind at all on them. I like a nice weld over a ground weld. |
|
|
|
 |
«
Previous Thread
|
Next Thread
»
| Currently Active Users Viewing This Thread: 1 (0 members and 1 guests) | |
 Linear Mode
Linear Mode

|
|

Powered by vBulletin® Version 3.8.11
Copyright ©2000 - 2026, vBulletin Solutions Inc.
vBulletin Skin developed by: vBStyles.com
Copyright ©2000 - 2026, vBulletin Solutions Inc.
vBulletin Skin developed by: vBStyles.com